గత వార్తలలో, పెద్ద-పరిమాణ స్ట్రిప్ అల్ట్రాసోనిక్ ప్లాస్టిక్ వెల్డింగ్ స్లాట్డ్ జాయింట్ యొక్క డిజైన్ పద్ధతి ప్రయోగాల ద్వారా ప్రతిపాదించబడింది మరియు ధృవీకరించబడింది.ముందుగా, స్ట్రిప్ వెల్డింగ్ హార్న్ సహేతుకంగా అనేక యూనిట్లుగా విభజించబడింది, తద్వారా సంక్లిష్ట నిర్మాణంతో స్లాట్డ్ వెల్డింగ్ హార్న్ రూపకల్పన సాధారణ వెల్డింగ్ హార్న్ యూనిట్ రూపకల్పనగా మార్చబడుతుంది.అప్పుడు ఉమ్మడి మూలకం కప్లింగ్ వైబ్రేషన్ను పరిగణనలోకి తీసుకుని సమాన విభాగంతో సగం వేవ్ ఓసిలేటర్తో పోల్చబడుతుంది.సమానమైన మెకానికల్ ఇంపెడెన్స్ భావనను ఉపయోగించడం ద్వారా ఉమ్మడి యొక్క ఫ్రీక్వెన్సీ సమీకరణం పొందబడుతుంది.
చివరగా, వెల్డింగ్ జాయింట్ల కంపన లక్షణాలపై స్లాట్ సంఖ్య, స్లాట్ వెడల్పు మరియు స్లాట్ పొడవు యొక్క ప్రభావం సమీకరణాన్ని ఉపయోగించి అధ్యయనం చేయబడింది.ఈ పద్ధతి ప్రకారం, పెద్ద సైజు స్ట్రిప్ గ్రూవ్స్ యొక్క అనేక సమూహాలు రూపొందించబడ్డాయి మరియు మెషిన్ చేయబడ్డాయి.వెల్డెడ్ కీళ్ల యొక్క ప్రతిధ్వని ఫ్రీక్వెన్సీ యొక్క కొలిచిన మరియు సైద్ధాంతిక విలువలు మంచి ఒప్పందంలో ఉన్నాయని ప్రయోగాత్మక ఫలితాలు చూపిస్తున్నాయి.
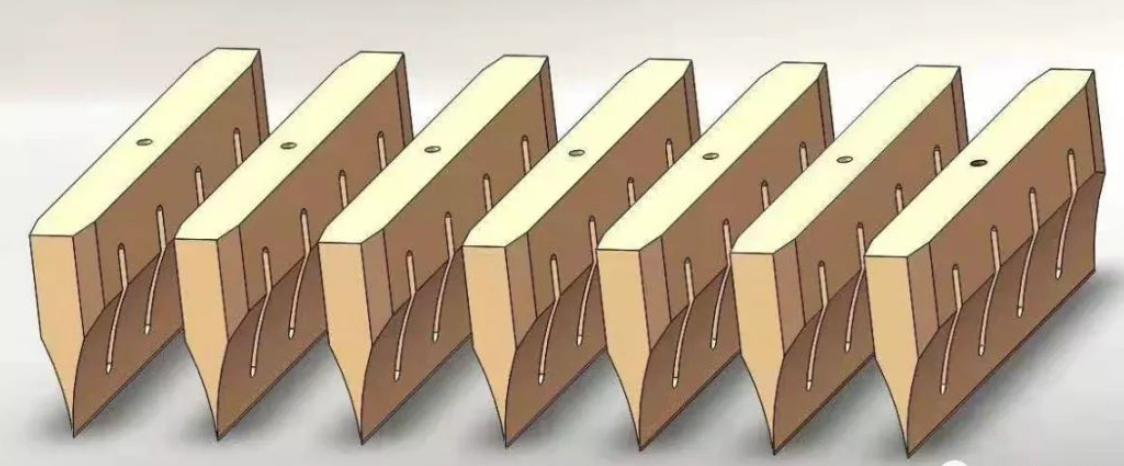
దిగువ చిత్రంలో చూపిన విధంగా.వెల్డింగ్ హార్న్ యొక్క పొడవు, వెడల్పు మరియు మందం వరుసగా L, B మరియు T.ట్రాన్స్డ్యూసర్ యొక్క ఉత్తేజిత దిశగా z అక్షాన్ని ఊహించండి.పని ఫ్రీక్వెన్సీ వద్ద, దీర్ఘచతురస్రాకార వెల్డింగ్ జాయింట్ Z దిశలో మొదటి-ఆర్డర్ రేఖాంశ కంపనాన్ని ఉత్పత్తి చేస్తుంది.స్ట్రిప్ వెల్డింగ్ జాయింట్ల కోసం, L≥2T, B మరియు L లను పోల్చవచ్చు, కాబట్టి X దిశలో వెల్డింగ్ జాయింట్ల యొక్క విలోమ కంపనాన్ని విస్మరించవచ్చు.
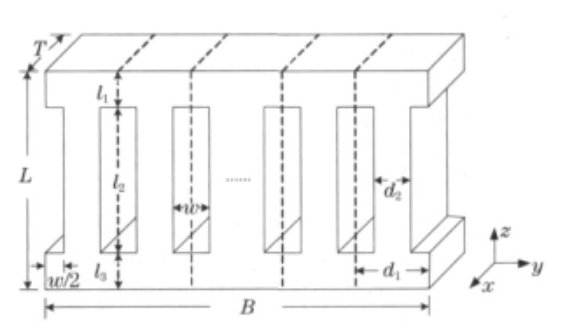
y దిశలో విలోమ కంపనం రేఖాంశ కంపనంపై గొప్ప ప్రభావాన్ని చూపుతుంది కాబట్టి, ఇది సాధారణంగా స్లాటింగ్ ద్వారా అనుకరించబడుతుంది.Y దిశలో n స్లాట్లను ఏకరీతిలో తెరవడం ద్వారా వెల్డింగ్ హార్న్ (n+1) యూనిట్లుగా విభజించబడింది.ప్రతి స్లాట్ యొక్క వెడల్పు మరియు పొడవు వరుసగా W మరియు L2, మరియు స్లాట్లు వరుసగా వెల్డింగ్ హార్న్ l1 మరియు L3 యొక్క ఇన్పుట్ మరియు అవుట్పుట్ చివరల నుండి వేరు చేయబడతాయి.ప్రతి యూనిట్ పూర్తిగా సమానంగా ఉందని నిర్ధారించడానికి, విలోమ వెల్డింగ్ కొమ్ము యొక్క రెండు చివర్లలో వెడల్పు W / 2 యొక్క పొడవైన కమ్మీలు తెరవబడాలి.అందువలన, ప్రతి వెల్డింగ్ అచ్చు యూనిట్ ఒక దీర్ఘచతురస్రాకార విభాగంతో సమ్మేళనం ట్రాపజోయిడల్ కొమ్ము.ప్రతి యూనిట్ యొక్క రెండు చివర్లలో మరియు మధ్యలో ఉన్న వెడల్పు D1 మరియు D2 అని ఊహిస్తే, అది పై నుండి చూడవచ్చు: L= L1 + L2 +L3
మూలకాల మధ్య ఒకే నమూనా కారణంగా, వెల్డ్ యొక్క అవుట్పుట్ వ్యాప్తి కూడా నమూనాను కంపిస్తుంది మరియు కలిపినప్పుడు, అల్ట్రాసోనిక్ కొమ్ము కూడా ఈ నమూనాను కలిగి ఉంటుంది, తద్వారా అల్ట్రాసోనిక్ అచ్చు రూపకల్పన ఏదైనా రూపకల్పనకు సరళీకృతం చేయబడుతుంది. మూలకం.అదనంగా, ఇది సాపేక్షంగా ఏకరీతిగా ఉంటుంది.విలోమ కంపనాన్ని సమర్థవంతంగా అణిచివేసేందుకు మరియు వెల్డింగ్ హార్న్ స్థిరమైన దృఢత్వాన్ని కలిగి ఉండేలా చేయడానికి, గాడితో విభజించబడిన వెల్డింగ్ హార్న్ యూనిట్ వెడల్పు సాధారణంగా ఉంటుంది!/ 8 ~!/ 4 (! వెల్డింగ్ హార్న్ యొక్క మొదటి-ఆర్డర్ లాంగిట్యూడినల్ వైబ్రేషన్ మోడ్ యొక్క తరంగదైర్ఘ్యం), మరియు స్లాట్ యొక్క ఆదర్శ వెడల్పు సుమారుగా ఉంటుంది!/ 25 ~!/20[7], పైన పేర్కొన్న ప్రమాణాల ప్రకారం వెల్డింగ్ జాయింట్ల గ్రూవింగ్ సంఖ్యను నిర్ణయించవచ్చు.ఎందుకంటే వెల్డింగ్ హార్న్ యూనిట్ యొక్క వెడల్పు సాధారణంగా మించదు!PI /4, కాబట్టి దీనిని ఒక డైమెన్షనల్ సిద్ధాంతం ద్వారా సుమారుగా విశ్లేషించవచ్చు.యూనిట్ 1లోని ఏదైనా వెల్డింగ్ యూనిట్ మూడు దీర్ఘచతురస్రాకార ఈక్విసెక్షనల్ బార్లను కలిగి ఉన్నట్లు పరిగణించబడుతుంది.
అల్యూమినియం మిశ్రమం 7075 (యంగ్స్ మాడ్యులస్ E=7.17*1010N/M2 సాంద్రత ρ=2820kg/m3, పాయిసన్ నిష్పత్తి V =0.34) వెల్డింగ్ కొమ్ము కోసం ఎంపిక చేయబడింది.వివిధ స్లాట్ల సంఖ్య n, పొడవు L2 మరియు వెడల్పు W లెక్కించేందుకు సమీకరణాలు (1) ~ (3) మరియు (6) ఉపయోగించబడ్డాయి.స్ట్రిప్ వెల్డింగ్ హార్న్ యొక్క ప్రతిధ్వని పొడవు L వెడల్పు Bతో మారినప్పుడు, స్ట్రిప్ వెల్డింగ్ హార్న్ యొక్క ప్రతిధ్వని పొడవు L వెడల్పు Bతో మారుతుంది. సరళత కోసం లెక్కించిన ప్రతిధ్వని ఫ్రీక్వెన్సీ f=20kHz, L1=L3.స్లాట్ పొడవు మరియు వెడల్పు స్థిరంగా ఉన్నప్పుడు, స్లాట్ సంఖ్య భిన్నంగా ఉన్నప్పుడు ప్రతిధ్వని పొడవు వెల్డ్ హార్న్ వెడల్పుతో మారుతుంది.L2 =60mm, W =10mm.FIG నుండి చూడవచ్చు.2, FIGలో చూపిన స్లాట్డ్ వెల్డింగ్ హార్న్ కోసం.1, వన్-డైమెన్షనల్ థియరీ (126 మిమీ) ప్రకారం లెక్కించబడిన అన్స్లాట్ చేయని వెల్డింగ్ హార్న్ కంటే మొదటి-ఆర్డర్ రెసొనెన్స్ పొడవు చిన్నది మరియు వెల్డింగ్ కొమ్ము యొక్క వెడల్పు పెరుగుదలతో వెల్డింగ్ హార్న్ యొక్క ప్రతిధ్వని పొడవు పెరుగుతుంది, కానీ పెరుగుదల క్రమంగా తగ్గుతుంది.అదనంగా, ప్రతిధ్వని ఫ్రీక్వెన్సీ మరియు వెల్డ్ వెడల్పు స్థిరంగా ఉన్నప్పుడు, స్లాట్ సంఖ్య పెరుగుదలతో వెల్డ్ యొక్క ప్రతిధ్వని పొడవు తగ్గుతుంది.
అదనంగా, వేర్వేరు మందం కలిగిన మూడు వెల్డెడ్ జాయింట్లు అల్యూమినియం మిశ్రమం 7075 (పైన అదే పదార్థం)తో తయారు చేయబడ్డాయి.ఈ మూడు వెల్డెడ్ కీళ్ల మందం T మరియు కొలిచిన హార్మోనిక్ వైబ్రేషన్ ఫ్రీక్వెన్సీ FM ఇవ్వబడ్డాయి.వెల్డింగ్ హార్న్ మందం తరంగదైర్ఘ్యంలో నాలుగింట ఒక వంతు కంటే తక్కువగా ఉన్నప్పుడు (ఇక్కడ 63 మిమీ), కొలిచిన ఫ్రీక్వెన్సీ మరియు డిజైన్ ఫ్రీక్వెన్సీ మధ్య విచలనం 2% కంటే తక్కువగా ఉంటుంది, ఇది ఇంజనీరింగ్ అప్లికేషన్ల అవసరాలను తీర్చగలదు.
పొడవైన స్ట్రిప్ అల్ట్రాసోనిక్ ప్లాస్టిక్ వెల్డింగ్ జాయింట్ సహేతుకంగా అనేక సమాన మూలకాలుగా విభజించబడింది మరియు ఉమ్మడి మూలకం యొక్క ఫ్రీక్వెన్సీ సమీకరణం బదిలీ మ్యాట్రిక్స్ పద్ధతి ద్వారా తీసివేయబడింది.స్లాట్ యొక్క వెడల్పు మరియు పరిమాణం మరియు పరిమాణం తెలిసినట్లయితే, స్ట్రిప్ జాయింట్ను సౌకర్యవంతంగా రూపొందించడానికి సమీకరణాన్ని ఉపయోగించవచ్చు, తద్వారా స్ట్రిప్ జాయింట్ రూపకల్పనకు సైద్ధాంతిక ఆధారాన్ని అందిస్తుంది.ఈ కాగితం ఉదాహరణల ద్వారా వెల్డింగ్ జాయింట్ పరిమాణంపై స్లాట్ సంఖ్య, స్లాట్ వెడల్పు మరియు స్లాట్ పొడవు యొక్క ప్రభావాన్ని కూడా విశ్లేషిస్తుంది.వెల్డింగ్ జాయింట్ యొక్క ఆప్టిమైజేషన్ డిజైన్పై ఈ పద్ధతి కూడా ఒక నిర్దిష్ట ప్రభావాన్ని కలిగి ఉందని చూడవచ్చు

స్ట్రిప్ వెల్డింగ్ హార్న్ వైబ్రేషన్ విశ్లేషణ తర్వాత స్ప్లిట్ గ్రోవ్, వెల్డింగ్ హార్న్ను ఎండ్ యూనిట్ బాడీ మరియు మిడిల్ యూనిట్ సెల్గా విభజించవచ్చు, స్పష్టమైన స్థితిస్థాపకత పద్ధతి మరియు ట్రాన్స్మిషన్ లైన్ ప్రభావంతో, నాలుగు వేర్వేరు యూనిట్ల పొడవు వరుసగా ఇవ్వబడుతుంది మరియు అధిక స్థాయి ఫ్రీక్వెన్సీ సమీకరణం యొక్క దిశ, ఫ్రీక్వెన్సీ సమీకరణాన్ని పొడవైన బార్ వెల్డింగ్ హార్న్ను రూపొందించడానికి ఉపయోగించవచ్చు, కానీ డిజైన్ ప్రక్రియ సంక్లిష్టంగా ఉంటుంది, కొన్ని పారామితుల ఎంపిక అనుభవంపై ఆధారపడి ఉంటుంది మరియు ఇంజనీరింగ్ అప్లికేషన్కు అనుకూలమైనది కాదు.ఈ కాగితంలో, స్ట్రిప్ వెల్డింగ్ జాయింట్ సహేతుకమైన స్లాటింగ్ ద్వారా అనేక సమాన మూలకాలుగా విభజించబడింది మరియు వెల్డింగ్ ఉమ్మడి మూలకం యొక్క ఫ్రీక్వెన్సీ సమీకరణం బదిలీ మ్యాట్రిక్స్ పద్ధతి ద్వారా పొందబడుతుంది, ఇది స్ట్రిప్ వెల్డింగ్ జాయింట్ రూపకల్పనకు సైద్ధాంతిక ఆధారాన్ని అందిస్తుంది.డిజైన్ సరళమైన సైద్ధాంతిక గణన మరియు స్పష్టమైన భౌతిక అర్థాన్ని కలిగి ఉంది, ఇది స్ట్రిప్ యొక్క ఇంజనీరింగ్ రూపకల్పనకు సరళమైన మరియు సులభమైన పద్ధతిని అందిస్తుంది.
వెల్డింగ్ ఉమ్మడి.

పోస్ట్ సమయం: మార్చి-17-2022