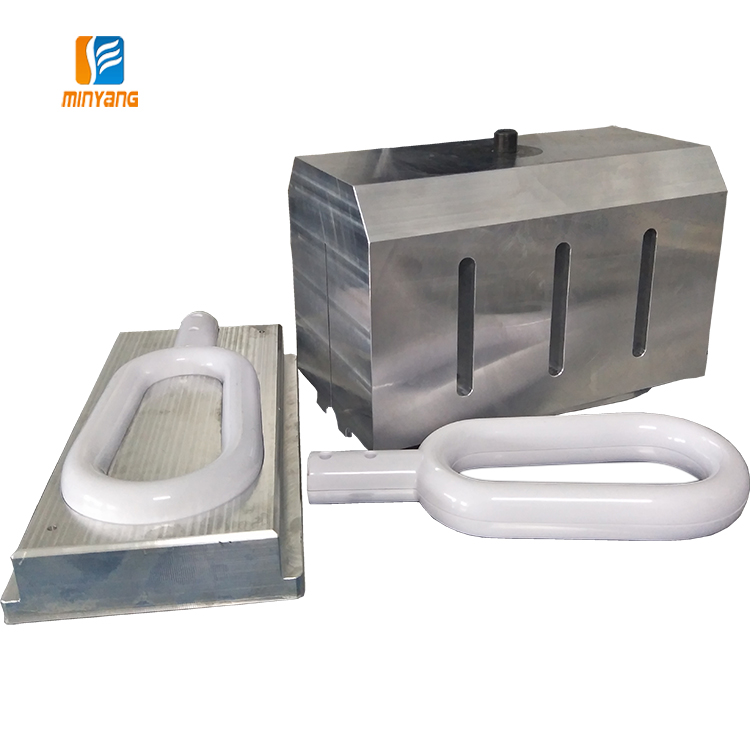
అల్ట్రాసోనిక్ కొమ్ముఅల్ట్రాసోనిక్ సాంకేతికత యొక్క అత్యంత లోతైన అంశాలలో ఒకటి.అనేక సంవత్సరాల డిజైన్ మరియు అభివృద్ధి అనుభవం ఉన్నప్పటికీ, కఠినమైన పరీక్ష మరియు నాణ్యత నియంత్రణ ద్వారా మాత్రమే మేము ఉత్తమమైన వాటిని ఉత్పత్తి చేయగలమని మేము గట్టిగా నమ్ముతున్నాము వెల్డింగ్ తలలు.మా ఇంజనీర్లు హెడ్ ఎకౌస్టిక్ లక్షణాలు మరియు ఖచ్చితమైన కలయిక యొక్క యాంత్రిక లక్షణాలను వెల్డ్ చేస్తారు, ఉత్పత్తుల యొక్క కస్టమర్ అవసరాలకు అనుగుణంగా అత్యంత రూపకల్పన చేస్తారు,అల్ట్రాసోనిక్ అచ్చుఅనేది కీలకమైన పరామితి, అల్ట్రాసోనిక్ అచ్చు వ్యాప్తి పరామితి కూడా ఆచరణలో చాలా ముఖ్యమైనది!
అచ్చు వ్యాప్తిపరామితి రూపకల్పన: వెల్డింగ్ పదార్థాలకు వ్యాప్తి అనేది ఒక కీలకమైన పరామితి, ఫెర్రోక్రోమ్ యొక్క ఉష్ణోగ్రతకు సమానం, ఉష్ణోగ్రత కలయికను చేరుకోదు, ఉష్ణోగ్రత చాలా ఎక్కువగా ఉంటే ముడి పదార్థాలను కాలిపోతుంది లేదా నిర్మాణాత్మక నష్టం మరియు బలం క్షీణతకు దారితీస్తుంది.ట్రాన్స్డ్యూసర్ యొక్క విభిన్న ఎంపిక కారణంగా, ఆమ్ప్లిట్యూడ్ మరియు వెల్డింగ్ హెడ్ యొక్క విభిన్న వేరియబుల్ నిష్పత్తికి సరిపోయే తర్వాత ట్రాన్స్డ్యూసర్ అవుట్పుట్ యొక్క వ్యాప్తి భిన్నంగా ఉంటుంది, అవసరాలకు అనుగుణంగా వెల్డింగ్ హెడ్ యాంప్లిట్యూడ్ను సరిదిద్దడానికి పని చేయగలదు, సాధారణంగా ట్రాన్స్డ్యూసర్ అవుట్పుట్ వ్యాప్తి 10-20 మైక్రాన్లు, మరియు పని చేసే వ్యాప్తి, సాధారణంగా సుమారు 30 మైక్రాన్లు, మరియు వెల్డింగ్ హెడ్ యొక్క వ్యాప్తి మరియు వెల్డింగ్ హెడ్ యొక్క ఆమ్ప్లిట్యూడ్ మార్పు, విస్తీర్ణ నిష్పత్తికి ముందు మరియు తరువాత మరియు ఇతర కారకాలు, ఆకారం, ఎక్స్పోనెన్షియల్ యాంప్లిట్యూడ్ వైవిధ్యం, ఫంక్షనల్ వ్యాప్తి వైవిధ్యం, నిచ్చెన రకం వ్యాప్తి వైవిధ్యం మొదలైనవి నిష్పత్తిపై గొప్ప ప్రభావాన్ని చూపుతాయి, మొత్తం నిష్పత్తికి ముందు మరియు తరువాత ప్రాంతం నిష్పత్తి నిష్పత్తికి అనులోమానుపాతంలో ఉంటుంది.మీరు భిన్నమైనదాన్ని ఎంచుకుంటేఅల్ట్రాసోనిక్ వెల్డింగ్ యంత్రం, సరళమైన మార్గం వెల్డింగ్ తల యొక్క నిష్పత్తి ప్రకారం తయారు చేయడం, ఇది వ్యాప్తి పరామితి యొక్క స్థిరత్వాన్ని నిర్ధారించగలదు.

మోల్డ్ ఫ్రీక్వెన్సీ పారామీటర్ డిజైన్:అల్ట్రాసోనిక్ వెల్డర్20KHz, 40khz, మొదలైన సెంట్రల్ ఫ్రీక్వెన్సీని కలిగి ఉంటుందివెల్డింగ్ యంత్రాలుట్రాన్స్డ్యూసర్, బూస్టర్ మరియు హార్న్ యొక్క మెకానికల్ రెసొనెన్స్ ఫ్రీక్వెన్సీ ద్వారా ప్రధానంగా నిర్ణయించబడుతుంది.అదే సాధించడానికి మెకానికల్ రెసొనెన్స్ ఫ్రీక్వెన్సీ ప్రకారం జనరేటర్ యొక్క ఫ్రీక్వెన్సీ సర్దుబాటు చేయబడుతుంది.దివెల్డింగ్ తలప్రతిధ్వనించే స్థితిలో పని చేయడానికి తయారు చేయబడింది మరియు ప్రతి భాగం ఒకటిన్నర తరంగదైర్ఘ్యాల రెసొనేటర్గా రూపొందించబడింది.జెనరేటర్ మరియు మెకానికల్ రెసొనెన్స్ ఫ్రీక్వెన్సీ రెండూ ± 0.5 KHz యొక్క సాధారణ అమరిక వంటి ప్రతిధ్వని పని పరిధిని కలిగి ఉంటాయి, ఇందులో వెల్డింగ్ యంత్రం సాధారణంగా పని చేస్తుంది.ప్రతి వెల్డింగ్ హెడ్ను తయారుచేసేటప్పుడు, ప్రతిధ్వని ఫ్రీక్వెన్సీ సర్దుబాటు చేయబడుతుంది మరియు ప్రతిధ్వని ఫ్రీక్వెన్సీ మరియు డిజైన్ ఫ్రీక్వెన్సీ మధ్య లోపం 0.1khz కంటే తక్కువగా ఉండాలి.ఉదాహరణకు, 20KHz వెల్డింగ్ హెడ్, వెల్డింగ్ హెడ్ యొక్క ఫ్రీక్వెన్సీ 19.90-20.10khzలో నియంత్రించబడుతుంది మరియు లోపం 5‰.
మోల్డ్ వైబ్రేషన్ నోడ్ డిజైన్:వెల్డింగ్ హెడ్ మరియు లూబ్ రాడ్ పని చేసే ఫ్రీక్వెన్సీతో సగం తరంగదైర్ఘ్యం రెసొనేటర్గా రూపొందించబడ్డాయి.పని స్థితిలో, రెండు ముగింపు ముఖాల వ్యాప్తి అతిపెద్దది మరియు ఒత్తిడి తక్కువగా ఉంటుంది, అయితే మధ్య స్థానానికి సమానమైన నోడ్ సున్నా వ్యాప్తి మరియు గరిష్ట ఒత్తిడిని కలిగి ఉంటుంది.స్థిర నోడ్ స్థానం కోసం సాధారణ రూపకల్పన, కానీ సాధారణంగా డిజైన్ మందం యొక్క స్థిర స్థానం 3 మిమీ కంటే ఎక్కువగా ఉంటుంది లేదా గాడి స్థిరంగా ఉంటుంది, కాబట్టి స్థిర స్థానం సున్నా వ్యాప్తిగా ఉండకూడదు, ఇది కొన్ని కాల్లకు దారి తీస్తుంది మరియు శక్తిలో కొంత భాగం నష్టం, సాధారణంగా ఇతర భాగాలతో రబ్బరు రింగ్తో లేదా షీల్డింగ్ కోసం సౌండ్ ఇన్సులేషన్ మెటీరియల్తో ధ్వని కోసం, డై యాంప్లిట్యూడ్ పారామితులను రూపొందించేటప్పుడు శక్తి నష్టం పరిగణనలోకి తీసుకోబడుతుంది.
10 సంవత్సరాల కంటే ఎక్కువ అమ్మకాలు, సర్దుబాటు యంత్రం మరియు వెల్డింగ్ అనుభవం, వివిధ పరికరాలు మరియు వివిధ ప్లాస్టిక్ వెల్డింగ్, రివెటింగ్ లక్షణాలు, ఖచ్చితమైన డిజైన్ అచ్చు వ్యాప్తి యొక్క లక్షణాలతో సుపరిచితం;అనేక సంప్రదాయ పరీక్ష వెల్డింగ్ అచ్చులు ఉన్నాయి, ఇవి వినియోగదారులకు టెస్ట్ వెల్డింగ్ ప్రయోగాలను అందించగలవు మరియు ఖచ్చితమైన వెల్డింగ్ ఫలితాలను అందిస్తాయి.
ఫ్రీక్వెన్సీలో:ప్రతి పరికరం యొక్క ట్రాన్స్డ్యూసర్ మరియు లూబ్ రాడ్ యొక్క ఫ్రీక్వెన్సీలో లోపాలు ఉన్నాయి మరియు ట్యూనింగ్ పరిధి సాధారణంగా -0.6+0.1khz లోపల ఉంటుంది.అందువల్ల, కస్టమర్ ఫ్రీక్వెన్సీని పేర్కొననప్పుడు మేము ప్రామాణిక ఫ్రీక్వెన్సీ మైనస్ 0.25khz ప్రకారం ఉత్పత్తులను తయారు చేస్తాము.ఉదాహరణకు, మనం తయారుచేసే 15KHZ అచ్చు యొక్క ఫ్రీక్వెన్సీ 14.75khz.20KHZ యొక్క ఫ్రీక్వెన్సీ 19.75khz, కాబట్టి ఏదైనా తయారీదారు యొక్క పరికరాలు ఉపయోగించవచ్చు;అచ్చులు చాలాసార్లు కనిష్ట లోపంతో తయారు చేయబడతాయని మేము హామీ ఇస్తున్నాము, తద్వారా పరికరాల ఫ్రీక్వెన్సీని మళ్లీ ట్యూన్ చేయాల్సిన అవసరం లేకుండా లేదా కొద్దిగా ఫైన్-ట్యూనింగ్ చేయకుండా అచ్చులను భర్తీ చేయవచ్చు.
వ్యాప్తి:0.77um 0.56um 0.40um 0.35um 0.30um 0.25um (మునుపటి అంశం యొక్క ఫ్రీక్వెన్సీకి అనుగుణంగా)
వ్యాప్తి గురించి:ప్రతి పరికరం యొక్క పనితీరు అసమానంగా ఉన్నందున, మంచి మరియు చెడు ఉన్నాయి, వినియోగదారులు ఉపయోగించే పరికరాల పనితీరు మరియు వెల్డింగ్ ఉత్పత్తి యొక్క పదార్థం ప్రకారం మేము తగిన వ్యాప్తిని చేస్తాము;
మింగ్యాంగ్ అల్ట్రాసోనిక్ ఎక్విప్మెంట్ కో., లిమిటెడ్.ఒక ప్రొఫెషనల్ R & D, తయారీ, అల్ట్రాసోనిక్ పరికరాలు/డిజైన్/అల్ట్రాసోనిక్ అచ్చు సహకార సంస్థల విక్రయాలు.నాణ్యతను మెరుగుపరచడానికి, మేము 5 CNC కంప్యూటర్ చెక్కే యంత్రాలను కొనుగోలు చేసాము మరియు తక్కువ సమయంలో వెల్డింగ్ హెడ్ రూపకల్పన మరియు ఉత్పత్తిని పూర్తి చేయడానికి మోల్డింగ్ సమయ చక్రాన్ని తగ్గించాము.ఇప్పుడు వివిధ ప్రామాణిక లక్షణాలు మరియు సంబంధిత వెల్డింగ్ తల ఉత్పత్తి పెద్ద ఎత్తున ఉత్పత్తి పాటు, కంపెనీ వెల్డింగ్ తల (HORN) డిజైన్ మరియు ఉత్పత్తి వర్క్ ఉంది, మాస్టర్స్ అనేక సంవత్సరాల వెల్డింగ్ తల ఉత్పత్తి నిమగ్నమై ఉన్నాయి.వివిధ ఆకారాలు, వివిధ అవసరాలు ప్రకారం, యునైటెడ్ స్టేట్స్ దిగుమతి అల్యూమినియం మిశ్రమం పదార్థాలు ఉపయోగించి, అందమైన ప్రదర్శన, మన్నికైన, వినియోగదారులు బాగా స్వీకరించారు.
పోస్ట్ సమయం: సెప్టెంబర్-06-2022